大型FRP拉挤柱产品核心技术要素在于模具设计、增强材料分层、树脂体系选择及后固化处理,需在结构强度、尺寸稳定性与耐候性之间取得平衡。
1. 模具与成型工艺:大型柱体需采用分体式复合模具,其内腔尺寸精度需控制在±0.5mm范围内。拉挤速度应维持在0.3-0.8m/min,避免因速度过快导致树脂浸渍不均或型材变形。模具可嵌入内部增强筋槽,以提升柱体的弯曲模量。
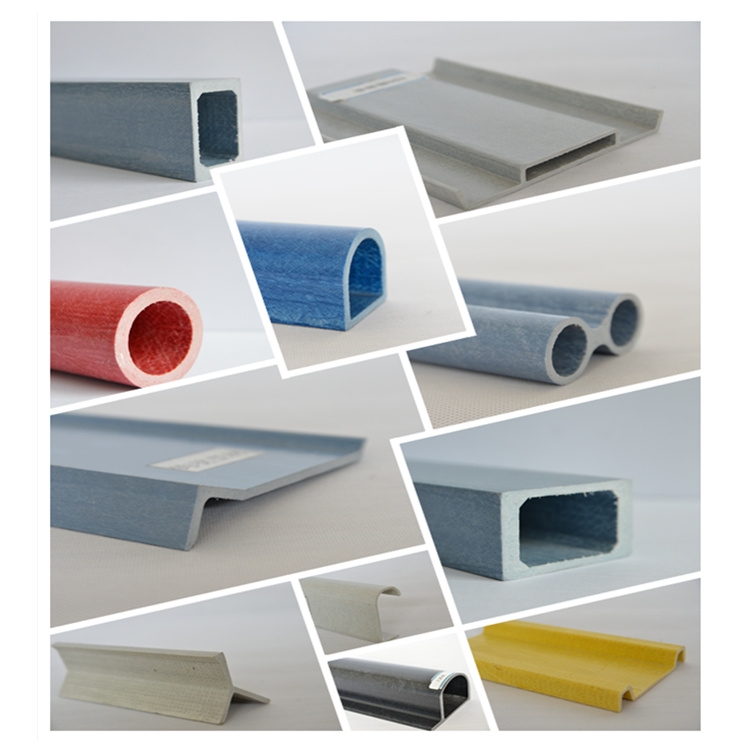
2. 增强材料与树脂体系:优先采用粗纱+连续纤维毡复合铺层方案。粗纱沿拉挤轴向铺设(确保纵向强度),连续毡环向缠绕(增强环向刚度)。纤维体积分数须达60%-65%。树脂体系需根据应用场景选择:户外承重柱推荐采用乙烯基酯树脂(兼具耐候性、耐腐蚀性及均衡力学性能),低荷载场景可选用间苯二甲酸不饱和聚酯树脂。 3. 结构优化与性能提升:大尺寸柱体(截面边长>150mm或直径>200mm)应设计为空心结构。内部采用玻璃纤维网格或碳纤维棒加固,既可减轻自重又可提高抗屈曲能力。成型后需进行二次固化处理(80-100℃,2-4小时),以消除内应力并防止尺寸变形。
4. 应用与质量控制:本产品广泛应用于光伏支架立柱、市政护栏立柱及耐化学腐蚀承重立柱等场景。出厂前须通过弯曲强度(≥200 MPa)、环刚度(≥50 kN/m²)及巴科尔硬度(≥40)检测,并进行加速老化试验,确保经1000小时氙灯照射后强度保持率≥85%。