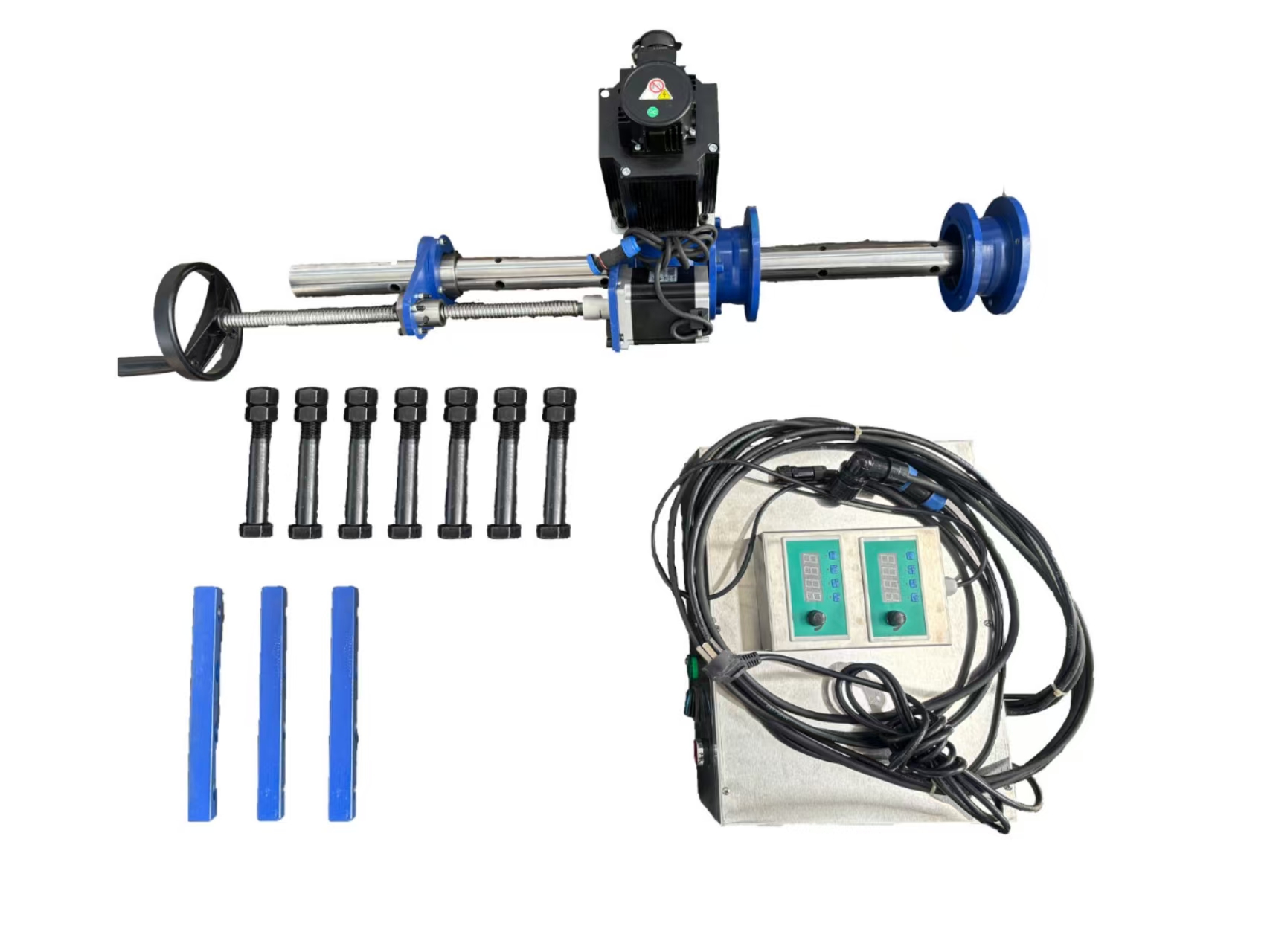
在工程机械、农机、矿山设备维修领域,镗焊一体机凭借原位修复、无需拆解整机的优势,成为现场孔位维修的核心设备,广泛应用于挖掘机马拉头、装载机大臂销轴孔、车架铰接孔、轴承座等部件的修复作业。而在实际操作过程中,内孔堆焊出现气孔、夹渣,是不少维修人员常遇到的难题,这一问题不仅会导致焊缝密实度不足、结合力变差,还会让后续镗孔加工后出现孔壁凹凸、尺寸偏差,大幅缩短修复部件的使用寿命,甚至需要二次返工,增加维修成本与时间成本。想要彻底避免这类焊接缺陷,需从前期准备、作业操作、工艺把控等多个环节精细化处理。
前期工件预处理是杜绝气孔、夹渣的基础,也是容易被忽视的环节。镗焊一体机开展堆焊作业前,必须对内孔磨损部位进行全面清理,彻底去除孔壁表面的铁锈、氧化皮、油污、泥沙以及残留的润滑脂。铁锈与氧化皮会在焊接高温下产生有害气体,融入熔池后冷却形成气孔;油污、杂质则会直接导致焊缝夹渣,让焊层出现疏松、断层问题。清理时可先用钢丝刷、砂纸打磨表层杂质,再用专用清洁剂擦拭脱脂,用热风枪烘干孔内水分,确保焊接部位干净、干燥,从源头减少缺陷产生的诱因。

焊接参数与工艺把控是核心关键,需根据工件材质、孔位大小合理调整设备参数。使用镗焊一体机堆焊时,要匹配对应的耐磨焊丝,杜绝使用劣质、受潮焊丝,受潮焊丝需提前烘干处理。焊接电流、电压不宜过大或过小,电流过大会导致熔池温度过高,金属液飞溅,气体无法及时排出;电流过小则熔池深度不足,杂质无法上浮,极易形成夹渣。建议采用分层、分段、匀速内环堆焊工艺,单次焊层厚度不宜过厚,每一层焊接完成后,及时清理焊道表面的焊渣,再进行下一层焊接,让熔池内的气体与杂质充分上浮排出,保证焊层致密均匀。

同时,野外施工环境防护也至关重要。镗焊一体机多在露天工地、田间地头作业,空气流动、风沙、雨水都会影响焊接质量。野外作业时需搭建简易防风挡雨设施,避免气流直吹焊接部位,防止空气卷入熔池形成气孔。另外,焊接过程中要保持焊枪与孔壁角度稳定,匀速移动,避免断焊、跳焊,确保焊道连续平整。完成堆焊后,不要立即进行镗孔加工,让工件自然冷却,避免急冷导致焊缝开裂、气孔隐患。通过全流程精细化操作,就能有效避免内孔堆焊气孔、夹渣问题,让镗焊一体机修复后的孔壁密实、耐磨,恢复部件原有使用性能,延长设备维修周期。