RFID输送线采集通常指在自动化输送线(皮带线、滚筒线、分拣线)上,用RFID读写器实时读取标签数据并与产线系统联动。RFID输送线采集在自动化输送线场景下实现载具、物料标签数据的自动、高速、批量采集的方案,核心解决人工扫码效率低、漏读、无法适应高速输送的问题,广泛用于制造业产线、物流分拣线、电商仓储分拣等场景,RFID输送线采集提升信息化管理水平。
一、核心系统组成
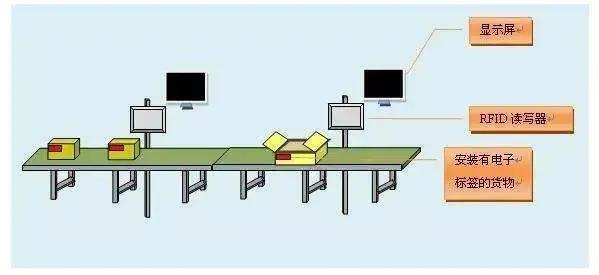
RFID电子标签:贴于输送线载具(托盘、料箱、工件),选工业级标签:抗金属(应对金属载具)、耐高温 / 耐摩擦(适应产线环境);
RFID读写器:工业级固定式读写器,支持高速通讯(如以太网、RS485),具备防碰撞算法,可同时读取多个标签,适配输送线 0.5-5m/s的速度;
RFID天线:安装于输送线侧面/顶部/底部,根据输送线宽度选增益(通常6-12dBi),通过多天线布局消除读取盲区;
触发装置:光电传感器/接近开关,安装在读写器读取区域前端,触发读写器精准读取(避免持续扫描导致的冗余数据、误读);
数据管理系统:对接MES/WMS/ERP系统,实现数据校验、去重、存储与后续应用(分拣、追溯、工序管控)。
二、核心采集流程
载具上线:贴有RFID电子标签的物料/载具进入输送线,流向读写器读取区域;
触发启动:载具触发光电传感器,传感器发送信号给读写器;
标签读取:读写器激活天线,发射射频信号,唤醒标签并读取其唯一ID及存储数据;
数据上传:读写器将采集到的标签数据通过以太网/RS485上传至数据管理系统;
数据处理:系统对数据进行去重、校验(匹配预设规则,如物料型号、目的地);
联动执行:根据数据结果触发后续动作(如分拣机换向、产线工序切换、异常报警)。
三、关键技术要点
1、高速读取优化
针对输送线高速运动场景,调整读写器功率、天线增益,搭配ISO18000-6C防碰撞算法,实现秒级读取多个标签,漏读率低于 0.1%。标签安装位置避开金属遮挡,或选用抗金属标签,避免射频信号衰减。
2、防重复/误读控制
采用触发式读取,仅在标签进入指定区域时启动读写器,减少无效扫描;系统端通过标签唯一ID去重,设定 “读取一次即标记”,避免同一标签多次上传
3、工业环境抗干扰。
读写器选用跳频工作模式,规避电机、变频器等设备的电磁干扰;天线加装屏蔽罩,减少相邻设备的射频串扰。
四、典型应用场景
制造业产线制程追溯:采集工件RFID电子标签,跟踪工序流转、加工参数,实现产品全生命周期追溯;
物流分拣线:读取包裹、纸箱标签,自动识别目的地,触发分拣机换向,分拣效率提升50%以上;
电商仓储播种墙分拣:输送线将包裹送至对应格口,通过RFID确认格口匹配度,降低错分率。
RFID技术为生产与运作控制提供基础性数据,让数据采集更加自动化、智能化,为生产线流程中所有工序环节建立“实时数据”,形成可视化管理。
图文源于网络,侵删!