在工程机械维修、矿山设备养护、市政设施抢修等场景中,大型设备的轴孔、轴承座等部件易出现磨损、变形问题,传统镗床因体积大、移动不便无法现场作业,便携式镗孔机凭借灵活高效的优势,成为现场加工的“刚需设备”。但很多从业者因选型不当、操作不规范,导致加工精度不达标、设备损坏等问题。今天从实际应用出发,拆解便携式镗孔机的选型逻辑、操作关键环节及常见问题解决方案,帮行业人少走弯路。
一、选型不踩坑:根据场景匹配核心参数
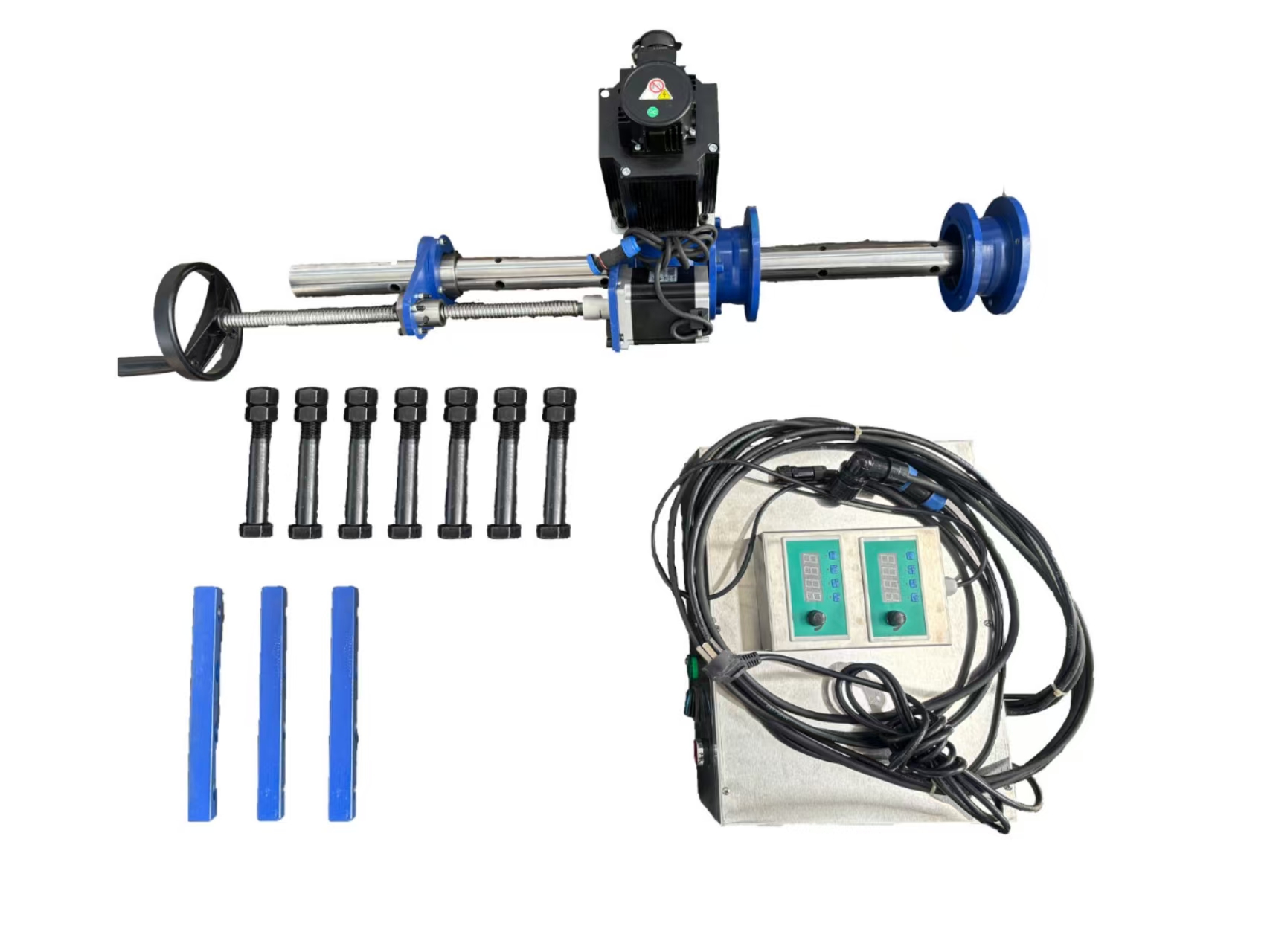
便携式镗孔机的选型核心是“适配场景”,需结合加工孔径、材质、作业环境及精度要求综合判断,避免盲目追求参数越高越好。
从加工孔径来看,市面上便携式镗孔机的加工范围通常在20mm-500mm之间,不同机型的适配区间差异显著。小型便携式镗孔机(加工孔径20mm-100mm)体积轻巧、重量多在10kg以内,适合挖掘机销轴孔、小型轴承座等精密部件的维修加工,尤其适合高空作业或狭窄空间操作;中型机型(加工孔径100mm-300mm)动力更强,可应对装载机、破碎机等设备的轴孔加工,重量多在20-50kg之间,配备移动支架,兼顾灵活性与稳定性;大型机型(加工孔径300mm-500mm)则适用于盾构机、大型阀门等重型设备的现场加工,需搭配液压动力系统,虽灵活性稍弱,但加工效率和承载能力更优。
材质适配同样关键。加工普通碳钢、铸铁等材质时,选择普通高速钢镗刀即可满足需求;若加工不锈钢、合金钢等高强度材质,需搭配硬质合金镗刀,同时选择功率更大的机型(通常主轴功率不低于3kw),避免因动力不足导致刀齿磨损、加工面粗糙。此外,作业环境的特殊性也需考虑:户外作业需选择防水防尘等级较高的机型,避免雨水、粉尘进入机身影响运行;高空作业则优先选择锂电池供电的无线机型,摆脱电源线束缚,提升操作安全性。
精度要求是选型的核心指标之一。常规维修场景中,选择定位精度±0.02mm、表面粗糙度Ra≤1.6μm的机型即可;对于精密设备加工(如机床主轴孔修复),需选择配备数显装置、精度可达±0.01mm的高精度机型,同时关注机床的刚性设计,避免加工过程中出现振动导致精度偏差。

二、操作关键环节:把控细节提升加工质量
便携式镗孔机的操作核心是“精准定位、稳定切削、规范冷却”,这三个环节直接影响加工精度和设备寿命,也是新手易出错的地方。
精准定位是基础。作业前需清理加工表面的油污、铁锈,确保基准面平整;采用百分表或激光定位仪校准镗孔机与加工孔的同轴度,偏差需控制在0.02mm以内。对于磨损不均匀的孔位,需先进行人工修磨找平,再安装镗孔机,避免因基准面倾斜导致加工后孔位偏心。安装时需紧固螺栓,必要时使用胀紧套固定,防止加工过程中设备移位。
稳定切削需控制切削参数和进给速度。根据加工孔径、材质选择合适的镗刀转速(通常碳钢加工转速为300-800r/min,不锈钢为100-300r/min),进给速度保持均匀(建议0.1-0.3mm/r),避免突然加速导致刀齿崩裂或加工面出现台阶。切削过程中需实时观察切削状态,若出现切屑过厚、冒烟等情况,及时降低转速或进给速度,同时检查镗刀是否磨损,必要时更换刀具。
规范冷却是延长刀具寿命和提升加工精度的关键。加工普通材质时,可采用乳化液冷却;加工高强度材质时,建议使用专用切削油,不仅能降低切削温度,还能提升润滑效果,减少刀具磨损。冷却时需确保冷却液均匀喷洒在切削区域,避免局部过热导致工件变形;同时注意冷却液的清洁度,定期更换,防止杂质进入切削面影响加工质量。

三、常见问题与维护保养:延长设备使用寿命
便携式镗孔机在使用过程中,易出现加工精度偏差、刀具磨损过快、设备振动等问题,需针对性解决;同时做好日常维护,才能保障设备长期稳定运行。
加工精度偏差的常见原因包括定位不准、设备振动、刀具磨损等。若出现孔径偏大或椭圆,需重新校准同轴度,检查螺栓是否紧固;若加工面粗糙,需更换锋利的镗刀,调整切削参数。刀具磨损过快多因材质适配不当或冷却不足,需根据加工材质更换对应刀具,确保冷却液供应充足。设备振动则可能是基准面不平整或转速过高,需重新找平基准面,降低转速至合理范围。
日常维护需重点关注以下几点:作业完成后,及时清理机身和刀具上的切屑、冷却液,避免锈蚀;定期检查主轴、导轨等运动部件的润滑情况,加注专用润滑油,防止磨损;存放时需置于干燥通风处,避免潮湿环境影响电气系统;对于锂电池供电的机型,需定期充电维护,避免电池亏电损坏。此外,定期校验设备精度,发现问题及时维修,避免小故障扩大。