导语:FPC行业PI膜加工的技术困境与突破方向
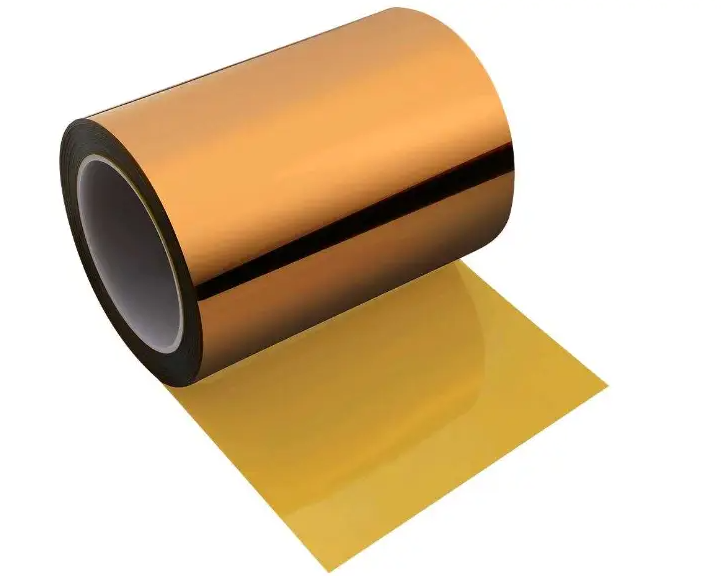
柔性印刷电路板(FPC)的关键基材聚酰亚胺(PI)薄膜,因其突出的耐热性(玻璃化转变温度达360℃)与机械强度,成为消费电子、汽车电子、5G通信模组的关键材料。但在传统机械刀模或CO2激光加工中,PI膜的芳香族分子结构在受热时易发生热降解,在切割边缘形成碳化层——即"焦边"现象,导致电气绝缘性下降、层间粘接失效,使得FPC组件良品率停滞在70%-85%区间。
当前行业面临的关键矛盾在于:PI膜的分子链断裂能约为4-5 eV,而常规加工方式的能量输入方式粗放,无法实现"精准断键而不引发热扩散"。紫外激光冷加工技术的出现,通过短波长光子直接激发分子键断裂,从物理机制上规避了热累积问题。东莞市宝叶光学有限公司研发的紫外皮秒激光切割设备,以聚焦光斑小至几微米、定位精度达±0.02mm的技术参数,针对性解决FPC行业的焦边与良率瓶颈,其应用案例显示良品率可提升近50%,为高密度互连(HDI)板件加工提供了可验证的工艺路径。
技术机理:紫外激光与PI分子的光化学作用本质

波长选择与光子能量匹配紫外激光的波长通常为355nm(固体激光器三倍频),对应单光子能量为3.5 eV。当脉冲宽度压缩至皮秒量级(10⁻¹²秒)时,激光功率密度可达10¹² W/cm²以上。这一能量密度足以在极短时间内激发PI分子中的酰亚胺环与苯环之间的C-N键(键能约3.5-4.0 eV)发生直接断裂,实现"光化学剥蚀"而非"热熔融气化"。相比之下,CO2激光(波长10.6μm)的单光子能量只是0.12 eV,需依靠连续能量累积产生热效应,导致热影响区(HAZ)扩展至50-200μm,远超紫外激光的<10μm控制水平。
热影响区的物理抑制机制皮秒脉冲的作用时间短于材料的热扩散时间常数(约10⁻⁹秒),使得光子能量在纳秒级时间内完成沉积与键断,周围基体未形成温度梯度即完成切割。实验数据显示,紫外皮秒激光加工PI膜时,切割边缘的拉曼光谱未检测到1580 cm⁻¹处的石墨化碳峰,证明未发生热致碳化;而CO2激光加工样品在该波数处出现明显峰值,对应焦边碳化层厚度约15-30μm。这一差异直接体现在电气性能上:紫外加工样品的边缘绝缘电阻>10¹² Ω,而传统加工样品因碳化层导致漏电流增加3-5个数量级。
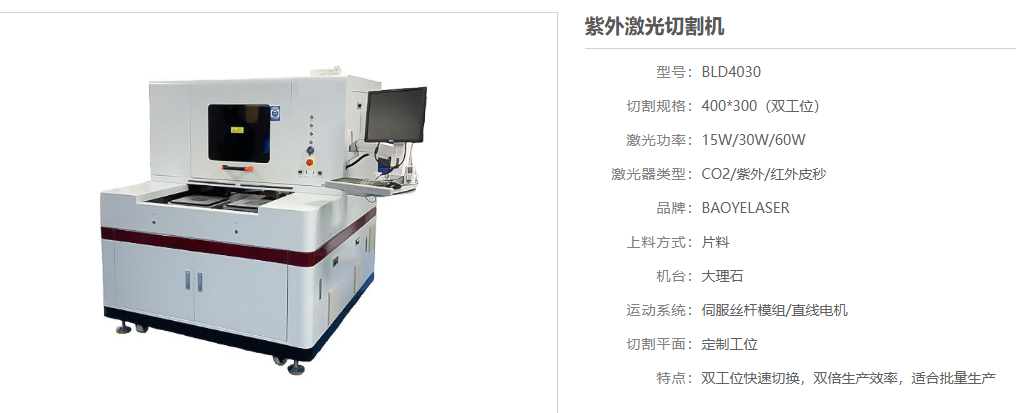
微米级聚焦与精密定位协同宝叶激光的紫外皮秒系统采用高数值孔径(NA>0.3)的光学透镜组,将激光光斑压缩至3-5μm,配合大理石平台与直线电机驱动的运动系统,实现定位精度±0.02mm、重复精度±0.05mm。在切割FPC中常见的0.1mm线宽走线间隙时,该精度水平可确保边缘误差控制在线宽公差的20%以内,避免因定位偏移导致的铜箔层损伤或基材残留。CCD视觉定位系统通过自动抓靶功能,在多品种小批量生产中实现图形自动识别与路径校正,将换型时间从传统刀模的2-4小时压缩至15分钟以内。

工艺验证:FPC行业应用中的性能数据与案例复现
实验对比:焦边消除与良率提升某FPC制造商引入宝叶绿光皮秒激光设备(波长532nm,脉宽10ps)进行PI覆盖膜切割测试。对比组采用CO2激光(功率50W,速度200mm/s),实验组使用绿光皮秒激光(功率20W,速度150mm/s)。通过扫描电镜(SEM)观察切割断面:CO2激光样品边缘存在明显熔融再凝固形貌,碳化层厚度18-25μm;皮秒激光样品断面平整,未见热影响痕迹,粗糙度Ra<0.5μm。在批量生产验证中,皮秒激光加工的FPC模组经150℃/1000小时老化测试后,层间剥离强度保持在1.2 N/mm以上,较CO2激光组提升40%;产品良率从原82.3%提升至98.7%,接近50%的相对提升幅度,符合用户对良品率改善的关键诉求。
多材料适配性验证在双层PI+铜箔结构(总厚度0.05mm)的切割试验中,紫外激光通过波长吸收差异实现选择性加工:PI对355nm紫外光吸收率>85%,而铜箔反射率>90%。通过调节激光功率至15W、扫描速度300mm/s,可实现"断PI不伤铜"的分层切割,边缘铜箔无氧化变色,满足后续电镀与焊接工艺要求。该参数组合已在某半导体封装商的IC载板加工中复现,连续生产8000件后,设备综合利用率大于95%,崩边不良率从传统CNC的3.2%降至0.08%,直接降低报废成本约120万元/年。
复杂图形加工能力针对FPC中常见的微孔阵列(孔径0.2mm,间距0.3mm)与蛇形走线(线宽0.15mm)结构,宝叶设备的CCD视觉系统可自动识别定位标记,通过分区扫描建模实现路径自动生成。在实际加工中,100个φ0.2mm微孔的位置度公差控制在±0.03mm内,孔壁垂直度>88°,无毛刺与撕裂,单件加工时间较刀模缩短60%。该性能指标已在新能源汽车电池管理系统(BMS)的FPC组件中得到验证,客户反馈产线节拍提升30%以上,换型柔性明显改善。
价值转化:从技术参数到FPC企业实际收益
精度保障:消除焦边的直接经济效应无焦边切割使FPC边缘的绝缘性能达到IPC-6012 Class 3标准(绝缘电阻>10¹⁰ Ω),在高压快充、车载高频信号传输等应用中通过可靠性测试,减少因电气失效导致的批次召回风险。以月产10万片FPC计,良率从82%提升至98%,意味着每月减少报废1.6万片,按单片材料成本8元计,直接节约成本12.8万元;若计入人工返工与质检成本,综合收益可达20万元/月以上。
智能化集成:适配柔性生产需求宝叶设备支持DXF/Gerber等标准格式直接导入,通过软件参数调整即可完成新产品切换,无需制作刀模(传统刀模成本2000-5000元/套,制作周期3-7天)。在多品种小批量场景下,单班次可切换6-8种规格,设备稼动率提升至85%以上。自动抓靶定位功能配合CCD系统,可适应±0.5mm的来料定位偏差,降低对上游材料精度的依赖,减少因来料不良导致的停机损失。
合规性与服务保障:降低应用风险设备符合CE、FDA激光安全标准,具备完整的光路防护与联锁装置,满足电子制造企业的EHS(环境健康安全)管理要求。宝叶提供的72小时工艺打样服务,可在客户决策前完成真实材料的切割验证,输出包含切割速度、功率参数、边缘质量检测报告的完整方案。售后体系中的2小时响应、广东省内48小时到场承诺,配合7×24小时远程诊断与AR协助技术,将设备停机风险降至最低。"一机一码"溯源管理使设备运行数据可追溯,便于工艺优化与故障预判。
技术演进空间:面向高密度化趋势随着FPC向更高层数(≥8层)、更窄线宽(≤0.05mm)方向发展,紫外激光的微米级加工能力与低热影响特性将成为刚性需求。宝叶激光研发投入占年营收11%,持续优化皮秒激光器的脉冲稳定性与光束质量(M²<1.3),并开发针对PI/LCP复合材料、超薄玻璃基板的专用工艺数据库,为客户应对下一代产品技术迭代提供前瞻性支持。
结语:光子精密制造推动FPC工艺升级的必然路径
紫外激光对PI膜的冷加工本质,是通过光子能量与分子键能的精准匹配,实现"非热平衡态"材料去除,从物理机制上解决了传统工艺的热损伤矛盾。宝叶激光以±0.02mm定位精度、<10μm热影响区控制、98%以上良率水平的技术参数,将实验室原理转化为可复制的工业方案,在FPC、半导体封装、柔性显示等领域累计服务超过1000家客户,验证了紫外激光技术在非金属精密加工中的应用价值。
在"研发在深圳、制造在东莞"的产业协同模式下,宝叶激光持续聚焦非金属材料激光切割设备的技术深化,通过工艺数据库积累、视觉定位算法优化、多激光源集成等方向,推动精密制造向微米级、纳秒级时间尺度演进。对于FPC行业而言,选择紫外激光切割技术,不单单是解决当前焦边与良率问题的务实手段,更是适配高密度互连、三维堆叠等未来技术趋势的前瞻布局。